Unscheduled stops, downtime and a loss of productivity are constant challenges for many factories and plants. Here’s how EQM rectified a common cause and not only restored, but increased productivity for one business.
Challenge:
Unplanned downtime and output decline was a daily occurrence for a Hastings-based honey processor. The motor that ran the business’ honey-filtering centrifuge was continually overloading and tripping. This not only caused product output losses. It also provoked several motor failures and put at risk other associated electrical equipment.
As it was, the motor had been reduced on a speed controller to 30% of its optimum speed to try to alleviate the issue, but in fact this made it worse. It was limiting production volume too.
EQM was called in to solve the problem and restore full productivity.
The challenge was to boost centrifuge torque without enlarging the motor, which would otherwise mean costly upgrades to electrical controls and speed controllers.
Typical honey centrifuge, centre-driven shaft.
At operating speeds of 350rpm, the load on the motor can soon exceed its limit if not set up correctly.
Action:
A site visit enabled Anthony to collect critical information on the existing DC electric motor, operating speeds, sprocket ratios, and variable speed controller settings. It meant he could also calculate actual and final speeds required.
His assessment revealed that the existing drive-system design was inefficient and was not delivering enough power to the final drive shaft when the honey spinner was at full speed and capacity.
He set about creating a new drive system using standard STM gearboxes and motors. Adding a single phase AC variable speed controller was another innovative improvement.
A gearbox was installed between the motor and existing sprocket drive. This increased the torque four-fold. It also allowed the electric motor to run at a higher speed, making it operate more efficiently and therefore run cooler.
Benefits:
EQM’s fit-for-purpose design ensured…
less unplanned downtime due to centrifuge motor operating more reliably
no permanent damage to the motor or other associated equipment
no discarded honey batches each time the centrifuge failed
boosted production due to increased centrifuge capacity
happier staff (especially the Production Manager) due to a smooth-running production line
Contact us for a solution to increase productivity on your production line today. Benefit from our knowledge, expertise and experience.
Better by Design.
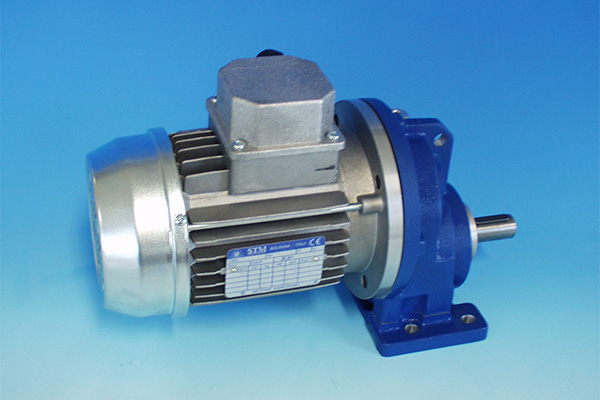
STM AM series single stage reduction gearbox with motor.
STM AM Series inline helical gearboxes can be used as pre-stage gearboxes too when needing to multiply the torque out of a motor.
Add a single-phase speed controller to set the output speed to match the desired production rate.